

Højpræcisions metalprægningsarbejde omfatter prægning, stansning og dybtrækning


Metalprægning er en proces med prægemaskiner og værktøj til masseproduktion. Det er mere præcist, hurtigere, mere stabilt og billigere pr. styk end laserskæring og -bukning med bukkemaskiner. Selvfølgelig skal du først overveje værktøjsomkostningerne.
Ifølge underafdelingen er metalprægning opdelt i almindeligStempling,DybdetrækningogNCT-stansning.

Billede 1: Et hjørne af HY Metals stemplingsværksted
Metalstempling har karakteristika som høj hastighed og præcision. Stemplingsskæringstolerancen kan nå ±0,05 mm eller bedre, og stemplingsbøjningstolerancen kan være ±0,1 mm eller bedre.
Design af stemplingsværktøj
Du skal bruge stemplingsværktøj til at fremstille delene, når batchmængden er over 5000 stk., eller når det er dyrt at fremstille dem med laserskære- og bukkemaskiner.
HY Metals' ingeniørteam vil analysere din metaldel og designe det bedste stemplingsværktøj i henhold til dine produkttegninger og dit omkostningsbudget.

Billede 2: Vi har stærk ingeniørstøtte til formdesign
Det kan være en progressiv matrice eller en serie af enkeltstansede matricer, afhængigt af strukturen, mængden, leveringstiden og den ønskede pris.
En progressiv matrice er en kontinuerlig prægeform, der kan udføre alle eller flere processer på samme tid. Du behøver muligvis kun ét sæt progressiv matrice for at få et færdigt emne.
Billede 3: Dette er et eksempel på en simpel progressiv matrice, der skæres og bukkes én gang.
Enkeltstanseform er en trinvis prægeproces. Den kan indeholde prægeværktøjer, skæreværktøjer og adskillige prægeværktøjer, der bøjer/bukker.
Enkeltstansede værktøjer er nemmere at bearbejde og normalt billigere end progressive værktøjer. Men det er langsommere at lave masseproduktion, og de prægede dele vil have en højere stykpris.
Stansning af skæring
Normalt er prægning det første skridt til at skære huller eller former.
Skæring med prægeværktøj er meget hurtigere og billigere end laserskæring.
Stansning af formning
Til nogle konkave og konvekse strukturer eller ribber til nogle metalpladedele skal vi bruge prægeværktøj til at danne dem.
Stansbøjning
Præsningsbukning er også billigere og hurtigere end bukkemaskiner. Men det er kun egnet til dele med kompleks struktur og lille størrelse, såsom 300 mm * 300 mm. Fordi værktøjsomkostningerne vil være højere, når bukkestørrelsen er større.
Så nogle gange designer vi kun et prægeværktøj til skærearbejde, intet bukkeværktøj, til store dele i store størrelser og mængder. Vi bukker delene udelukkende med bukkemaskiner.
Vi har 5 professionelle værktøjsdesigningeniører, der vil give de bedste løsninger til dine metalprægede dele.


Billede4: HY Metals lager for stemplingsværktøj
Vi har mere end 20 sæt stemplings- og stansemaskiner fra 10T til 1200T til metalprægning. Vi har fremstillet hundredvis af prægeforme internt og præget millioner af præcisionsmetaldele til kunder over hele verden hvert år.
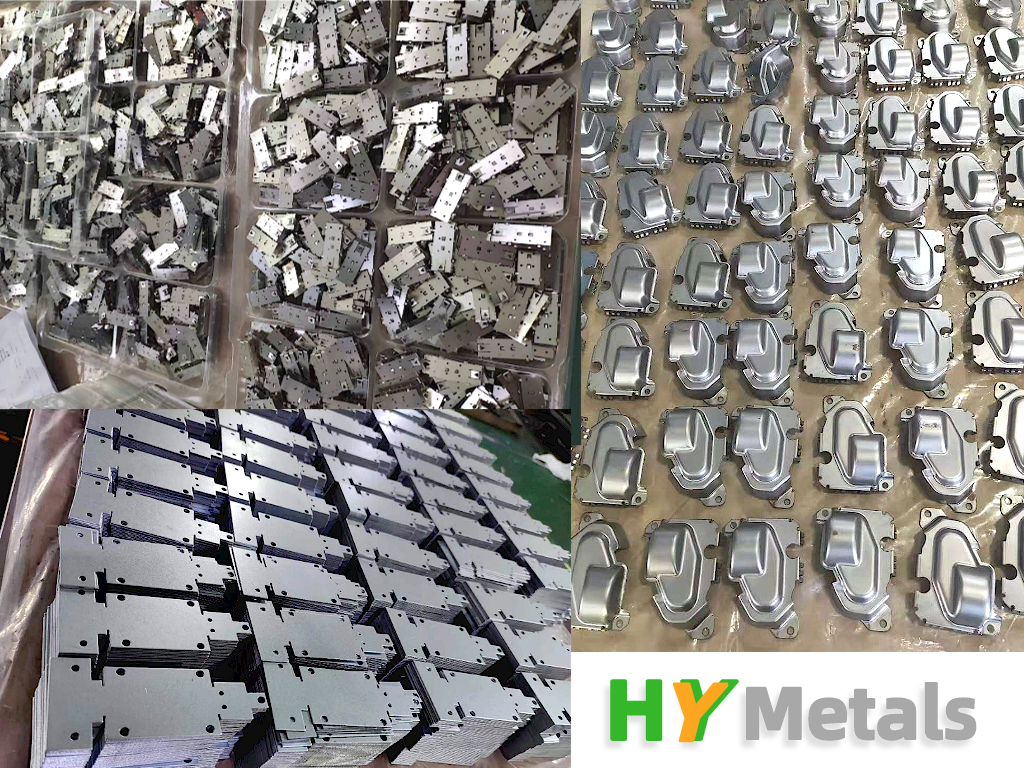
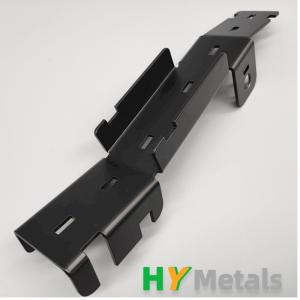
Billede5: Nogle stemplede dele fra HY metals
Dybdetrækning
Dybtrækning er en form for prægning af en dybere og konkavformet struktur. Vaskebassiner og beholdere i rustfrit stål i køkkenet er nogle af de dele, vi kan se, som er blevet dybtrukket.
Vi fremstiller mange præcisionsindustridele ved dybtrækning.

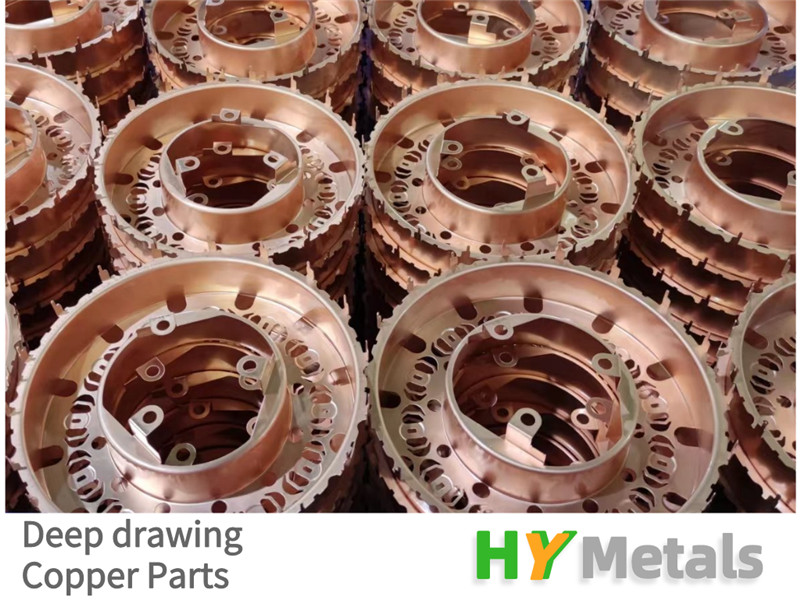
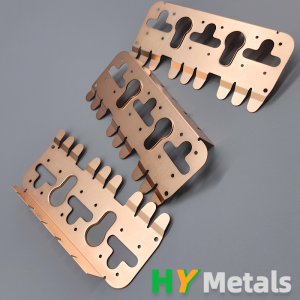
Billede6: Dybtrækning og prægning af kobberdele
Dette er en kobberdybdetræknings- og prægedel.
Vi designede i alt 7 sæt enkeltstanseværktøj til denne del, inklusive 3 sæt dybtrækningsværktøj til formning og 4 sæt stemplingværktøj til skæring og bøjning.
NCT-stansning

NCT-stansen er en forkortelse for Numerical Control Turret Punch Press, også kendt som Servo Punch, som drives af en automatisk maskine med et industrielt styresystem.
NCT-stansning er også en form for koldstansningsproces. Den bruges almindeligvis til at skære nogle mesh-huller eller nogle OB-huller.
For plademetaldele med mange huller vil NCT-stansning være en bedre løsning med en billigere pris og hurtigere hastighed end laserskæring.
Og vi ved, at laserskæring vil føre til en vis deformation på grund af varmen.
NCT-stansning er en kold proces, der ikke fører til nogen varmedeformation og bevarer metalpladens fladhed
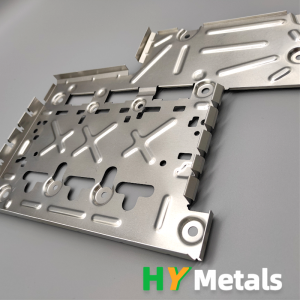
Billede7: Nogle NCT-stansede produkter fra HY Metals
-
Specialfremstillingsservice til metalplader ...
-

Højpræcisions metalprægningsarbejde inkluderer stempling...
-
Højpræcisions metalpladedele kobberkontakt ...
-

Præcisionsbøjnings- og formningsproces for metalplader
-

Plademetaldele fremstillet af galvaniseret stål ...
-

Plademetalprototype med kort leveringstid
-
Beslag i rustfrit stål med sort ...